|
There is nothing magic about free-energy and by “free-energy” I mean something which produces output energy without the need for using a fuel which you have to buy. Free energy devices have been around for a very long time now. I have stood beside a water mill and it’s power is scary as it could crush you in moments and never even notice. That mill is on a quietly flowing small river and it can operate at any time day or night without having to pay anything for the power which it uses. It will have cost quite a bit to build the mill in the first place, but after that, it produces major power year after year. Most free-energy devices are just like that as it costs to build them in the first place, but after that they run for free. This presentation is mainly for people who have never come across free-energy and know nothing about it. So, each chapter deals with just one device and tries to explain it clearly. Donnie Watts has designed a simple generator which is capable of providing enough electrical power to meet the needs of a typical household. The design is based on well known principles and this engine runs cold and is simple enough for many people to be able to build one. With a rotating cylinder of just 250 mm (10-inch) diameter, a self-powered output of ten horsepower can be achieved and ten horsepower is 7.5 kilowatts, so driving a generator with it would power a household. The output power increases with rotor diameter and with rate of spin and so in order to stop the device accelerating until it destroys itself, an inflow valve to limit the water entering the rotating cylinder is an important control requirement. What needs to be understood very clearly is that this is an exponential power engine. The output power is proportional to the square of the rotation speed, so double the revolution speed and you quadruple the output power. Also, the output power is proportional to the square of the rotor diameter, so double the diameter and that quadruples the output power. So, if you double the rotor cylinder diameter and you double the rotation speed, the output power goes up by a factor of sixteen. The basic Coefficient Of Performance for the design is four. That means that the output power is always at least four times greater than the input power. Initially, it is necessary to start the device with a 500-watt water pump, but when the rotation reaches 60 rpm the device no longer needs the water pump although it can be left running if desired. At 60 rpm, the pressure inside the rotor drum reaches the point where the suction caused by the water passing through the rotor jets creates sufficient suction to maintain the operation. But, remember that this is a positive feedback system, with an increase in speed causing an increase in power, an increase in water flow, an increase in speed of rotation, ….. and consequently, the engine will runaway self-powered and if you are not ready for that with a throttle on the rate of water flow into the cylinder, then the engine is perfectly liable to accelerate to the point where internal pressure destroys the engine. In broad outline, the design is like this:  Most generators require to be spun at 3000 rpm or slightly faster. That speed can be achieved by the belt gearing between the output shaft and the generator’s input shaft. A generator of that general type could look like this 5 kilowatt alternator costing £325 in 2018:  However, the output power of this design can be further increased by the inclusion of stainless steel thrust baffles on the inside of the housing. The idea is to have the jets of water strike a fixed surface at right angles to the jet and as close to the jet nozzle as possible:  The curved plate version is theoretically more efficient but the difference is so slight that flat plates are generally used. Let me stress that this device is effectively a fuel-less engine with a substantial output and it can power moving vehicles or run an electrical generator. It can be built in various different configurations. 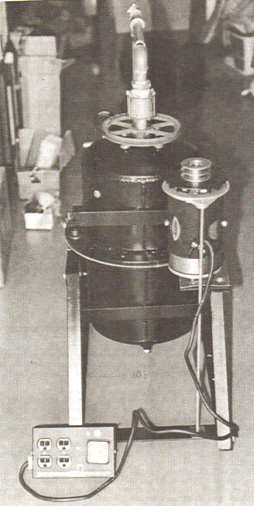 The 25th September 1989 patent application by Donnie C. Watts describes the operation of the device: CENTRIFUGAL ENERGY AMPLIFICATION AND CONVERSION UNIT Description of Unit The unit consists of two circular steel plates one eighth of an inch thick and four feet or larger in diameter, forming the exterior of a wheel. These plates are placed six inches apart on a hollow axle three inches in diameter. Between these two plates are four V-shaped pieces of sheet metal spaced precisely to form six-inch spokes which will direct water from holes in the central axle to the outer rim, while the inside of the V will form air pockets between the spokes. The ends of the V must not be closer than two inches to the outer rim of the wheel. All four V-shaped units must be precisely placed in balance with each other and securely welded to keep the air pockets and the water pockets separated. The outer rim of the wheel is made of a piece of one eighth inch thick sheet metal six inches wide, formed in a perfect circle and welded securely to the edge of the circular plates so that the area inside is completely enclosed. On this outer rim, directly in the centre, are placed between four and fifty water jets about the size of a football needle, slanted sharply to one side to give the wheel a turning motion. (The optimum number of water jets on the outer rim depends on the application, but the volume of water being expelled through the jets must not exceed sixty-six percent of the volume of water which can pass through the openings at the centre axle. The reasons for this are: 1. The water going out of the jets would be going out faster than the water entering the wheel which would result in no pressure near the outer rim, pressure which is essential for the running of the motor. 2. The water entering the wheel must go immediately into a puddle of water. The longer it remains a stream of water instead of a puddle of water, the more energy is wasted. Because the water being ejected through the exterior jets is always less then the amount of water available to the jets, a pressure build-up will occur near the outer rim. A spring-loaded pressure release jet (not shown) must be built into the exterior rim along with the other jets, but facing in the opposite direction to keep the wheel from over-spinning if the load (generator) is dropped or does not take enough power off to keep the wheel speed constant. There are several other ways to control the speed. The central axle is designed to have water going into one end of it, and an electrical generator attached to the other end of it. Between the water entry and the generator, very close to the wheel itself, would be very sturdy roller or ball bearings resting on, and attached securely to, a framework which will hold the wheel one foot off the floor. Water is forced into the axle via a high-volume low-power centrifugal force pump, approximately one half horsepower motor, at approximately 20 (US) gallons per minute depending on speed and power requirements. This motor and water pump is primarily to start the wheel and since the power from this is all added to the power output of the big wheel, I prefer to leave the pump running during operation. The entire unit (depending on application) can be put into a containment shell which can be pressurised or evacuated of air. If the unit is to be operated in an open field, the outer shell can be pressurised and the starting pump removed or turned off once the motor is running by itself. If the unit is to be operated in a garage or near a house, it would be operated at atmospheric pressure or in a vacuum, in which case it is necessary to leave the pump attached and running so that air bubbles do not form near the central axle. Also, the containment shell must be able to collect about ten inches of fluid in the bottom, waiting to be recycled through the wheel. Important Notes Regarding this engine: 1. The speed and horsepower curve of a self-energised motor is exactly the opposite of that of a normal motor. A normal motor reaches a power peak and then starts downwards. The power curve starts with a slow upward climb and then accelerates rapidly until the power line curve is almost vertical (just prior to disintegration if speed control is not being used). The motor will not generate more energy than is put into it before it reaches 60 to 100 rpm, depending on design and size. 2. As speed increases, air bubbles which occur in the working fluid will accumulate in the air pockets. The air pockets serve only to hold the pressure steady and give a gentle persuasive pressure that is multi-directional instead of just centrifugal, resulting in a steady pressure to the jets. It is not just possible or probable that the unit would blow itself apart by its own power (if the pressure were not released at some point or power taken off); it happens to be a fact. Air pressure will accumulate in the air pockets inside the wheel only after the wheel is going 60 rpm or faster. 3. The pressurised air in the outer rim of the wheel is essential because it pushes in all directions at once, while the water pushes in only one direction. In other words, centrifugally forced water is not interested in finding its way through the jets, it is only interested in pressing directly against the outer rim. The water holds the air in place at the same time that the air is forcing the water through the jets, and the water coming down from the axle keeps replacing the expelled water. This is why I keep saying over and over again, “Make it big enough, make it big enough”. Otherwise it would be no more workable than a small dam. 4. In order for this motor to work properly, the water coming down the spokes must not be restricted in any way until it reaches the outer rim. This is why we have six-inch spokes. The water resting against the outer rim cannot be moving about rapidly; we want the water sitting as still as possible under as much pressure as possible. 5. There are two primary factors which must not be altered in the design of this wheel, otherwise it will not work: (a). The spokes must be very large and free of restrictions, because liquid in general tends to cling to anything it gets near. (b). The speed of the wheel turning is essential to the centrifugal force required to build up the pressure near the outer rim, and for this reason the jets in the outer rim must be small in diameter and in large numbers so that the concentration is on speed instead of on volume (but not to exceed 66% of the water which can enter at the central axle). 6. Regarding the working fluid: Although it has been referred to here as “water”, the working fluid can be any kind of transmission fluid, oil, hydraulic fluid, etc., keeping in mind that the working fluid must also act as a lubricant for the bearings which are expected to last for ten to twenty years. I recommend regular off-the-shelf transmission fluid, which I have seen used alone in a car engine with lubrication results quite comparable to oil. The primary functional differences between this motor and damming up a river are: We create our own “gravity” and pre-determine the amount of that gravity by two methods instead of just one. The gravity in a dam can only be increased by building the dam larger; the motor can also increase the working “gravity” by increasing the rpm. This is done by adding more jets, right up to the point where 66% of the incoming water is being ejected. To use more of the available water than this would cause too much turbulence of the water inside the wheel. But keep in mind that there is always plenty of pressure inside the wheel to do the work it is designed for, providing that it is let run at a high enough speed to keep the pressure in the outer rim very high – in exactly the same sense that you don’t try to take off in your car until the engine is going at high enough rpm to handle the load application.   The two drawings above were produced by Donnie Watts and in them 4’ means four feet and 8” means eight inches. The only difficult part of this design appears to be the Slip Coupling where a stationary water pipe is joined to a rotating water pipe. While we are familiar with rotating lawn sprinklers which rotate using exactly the same principles as this Donnie Watts motor, namely impulse jet action, as shown here:  the key point is that the rate of rotation is low. That is entirely intentional as the manufacturer is considering the way that the various streams of water reach the ground. If you consider the rate of rotation, the fastest sprinkler is likely to be rotating at under 300 rpm which may be very much slower than our motor requirement. Researching the various couplings on the market, the rate of rotation quoted is typically 400 rpm or less, which may be why Donnie quotes such a large rotor drum size and 3-inch diameter supply pipe (axle). Suitable couplings could be this with a claimed 2000 rpm ability although purchasers state that they leak at speeds over 300 rpm:   Building the Donnie Watts Generator There are many different ways to construct a Donnie Watts generator. The method shown here is merely a convenient method of construction using 3 mm (1/8 inch) thick mild steel and a welder. The diameter of the rotating drum can be whatever you choose but the output power increases with the square of the diameter, so if you double the diameter the output power becomes four times greater. You start by cutting out two discs, one with a 3-inch diameter central hole and one with a central hole of the size needed for your pulley wheel:  Then you weld on eight rectangles of steel 150 mm (6 inches) wide to the disc with the smaller hole:  These strips are to channel the water (or other fluid such as transmission fluid) as it passes through the drum when the generator is operating. There must be at least two inches (50 mm) clear between these plates and the edge of the disc to allow easy flow of water past the plates. The 150 mm depth of the plates allows clearance for the second disc to be welded in place to form a drum. Seen from the side, it looks like this:  And then the outer rim of the drum is welded in place:  If you have never built anything in steel, let me assure you that it is not a difficult thing to do, and yes, I have built in steel, starting as a total beginner. However, while mild steel is easy to work and weld, stainless steel is much, much more difficult, so avoid stainless steel. Steel pieces are cut and shaped using an angle grinder like this:  And while the picture shows a handle sticking out of the side of the grinder so that you can use two hands, it is generally more convenient to remove the handle and just hold the grinder in just one hand as it is not heavy. When working steel, wear a pair of “rigger” gloves which are strong, reinforced gloves which will protect your hands from sharp steel edges and always wear eye protection. If you are going to be drilling steel, then a mains powered drill is needed as battery-powered drills are just not up to the job unless it is just a single hole. When drilling steel it is helpful to have an additional hand grip.  With the drill shown above, the hand grip clamps on to the ring just behind the chuck and can be set at any angle. Steel pieces are joined together by welding. Some welders are quite cheap. Most types can be hired for a day or half a day. It is also possible to shape the pieces and have a local steel fabrication workshop weld them together for you and making a good welded joint takes only a second or two. The really vital thing is never look at a weld being made unless you are wearing a welding visor or welding goggles, as you can damage your eyesight looking at a welding arc without protection. If you decide to buy a welder, then be sure to get one which will run on your house mains supply, otherwise you have to upgrade your house wiring to carry the higher current. This welder would be suitable, and at the start of 2016 it costs only £60 including tax which is about 82 euros or US $90.  With this “stick welder” the silver clamp on the right is attached to the metal to be welded and a 2.3 mm diameter coated welding rod placed in the black clamp on the left. The stick is then applied to the welding area and the coating on the welding rod becomes a gas cloud, shielding the hot metal from the oxygen in the air. When the weld has cooled down, there may be a layer of oxide on the outside of the joint and so the back of the wire brush is used as a hammer to break up the layer and the wire brush used to scrub the joint clean. However, the most important item of equipment for anyone doing welding work is a protective helmet. There are many different designs and widely varying costs. Many professional welders choose one of the cheapest types which look like this:  This type has a clear glass screen and a hinged safety filter to allow safe welding. Professionals adjust the hinge tension so that the filter can only just stay in its raised position. The welder then positions the joint pieces in their exactly correct position while looking through the plain glass, and when ready to start the weld he just nods his head which makes the filter drop into place and the weld is started. Never, ever, try welding without proper eye protection. Welding is easy to learn and it is a brilliant method of construction … but it has one major problem. When a joint is made the two pieces of steel melt and merge together. This can happen in a tenth of a second. Don’t put your finger on the joint to see if it is still hot, if it is, then you will get a painful burn and that should remind you not to do that again. That heat is the problem, because when steel gets hot it expands, and when it cools down it contracts. That means that if you were to set up a piece of steel at exactly a right angles and weld the pieces together then as the joint cools down it contracts and pulls the joint out of alignment:  Please don’t imagine that you can just push the vertical piece back into position as that isn’t going to happen because the joint is instantly very, very strong. Instead, you use two quick welds of equal size, with the second one being 180 degrees opposite the first one:  Then, as the welds cool down, they pull in opposing directions and while it produces stresses in the metal, the vertical piece stays vertical. Let the welds cool down in their own good time, taking perhaps ten minutes to cool properly. Do not apply water to the welds to speed up the cooling as that actually alters the structure of the steel and you really don’t want to do that. Metal can be cut quite readily using a cutting blade in your angle grinder but be sure to install the blade so that it rotates in the direction shown on the blade. The blade is likely to look something like this:  When cutting or grinding always wear protective goggles to make sure that you don’t get a metal fragment in your eye – eyes are not readily replaceable !! If you do get a small steel fragment in your eye, remember that steel is highly magnetic and so a magnet may help in getting the fragment out with the minimum of damage, however, it is much, much easier to wear goggles and not have the problem in the first place. The Donnie Watts drum spins on an axle and so needs a bearing on the axle pipe which supports it. The flow of liquid through the drum will be substantial and so Donnie recommends a 75 mm (3 inch) diameter pipe as the axle. That may sound excessive, but the reality is that it is quite difficult to force liquid through a pipe as there is much greater back-pressure than you would expect. So if you can manage a 75 mm pipe, then use one that big. The next step is to attach the outside strip to complete the basic drum. If you are great at bending 3 mm thick steel then do that but most constructors will find it much easier to weld, say, 32 strips 150 mm tall, around the outside of the drum (that actually makes it easier to attach the nozzles to complete the drum at a later stage. Here, we will assume that the drum is being built by a professional steel fabrication shop which can bend 3 mm thick steel to the required curvature, that is, to the diameter of the drum:  The outer edge of the drum is welded all along it’s length. The weld needs to be airtight but please understand that due to heat stress, long welds need to be done in short lengths of say, 25 mm in length or less and allowed to cool before the next weld is made. The technique is to make this series of short welds spread out along the length of the long weld and when those welds have cooled down, then they are each extended for another 25 mm. Slow and careful construction is easily the best method. We now need to attach nozzles through the outer wall of the drum. A hole needs to be drilled through the outer wall for each nozzle. As with all holes drilled through steel, the hole is drilled at right angles to the steel, that is perpendicular. I’m not saying that you can’t drill a hole at an angle, but it is very, very difficult to do without breaking the drill bit and it is very difficult to hold the drill steady enough to get the hole started. We want to have the jet of liquid leave the nozzle at 25 degrees to the face of the steel. We also want the jet orifice to be 1.5 mm in diameter. So we need to construct jets from steel pipe with that internal diameter, insert them through the outer wall of the drum and weld them in place:  How many jets? I would suggest sixteen, but the number is not critical. The jets of water are more effective if they strike a nearby surface, so we attach a series of baffle plates to the outer housing. How many baffle plates? I would suggest sixteen or thirty two. The diagram drawn by Donnie shows angled top edges, but it is probably easier just to use square plates as there is less cutting and welding if you do. Donnie suggests that the housing plates need to be 300 mm wider than your drum and have 150 mm clear above it and 150 + 200 = 350 mm clear below it as the bottom of the housing acts as a sump for the liquid which passes through the jets, but he is thinking in terms of a 48-inch diameter drum:   The baffles are welded to the back plate of the drum housing, but be sure that they clear all of the nozzles welded to the drum:  The baffle plates are welded to one of the rectangular housing plates. They can just be tack welded in place once it is established that they are just clear of the nozzles as they rotate: 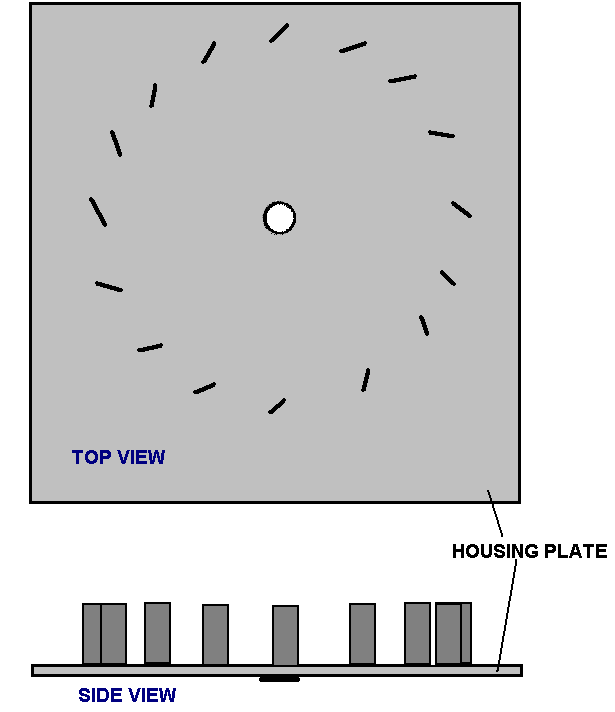 When the drum is in place it looks like this: 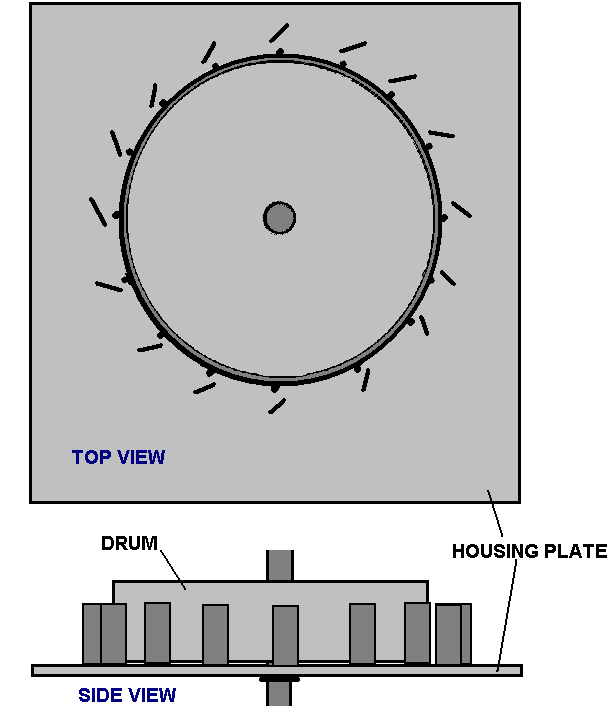 There is no need for additional housing. There is a pump needed to get the system started, and that can be mounted on the outside of the drum housing, as can the generator. The slide valve which controls the amount of liquid allowed into the drum is also mounted on the outside of the drum housing. The supporting axle pipe spins with the drum, driving the alternator generator, providing the required mains voltage AC can also be mounted on the outside of the housing. This overall arrangement produces an device which is much taller than it is wide, so a stability plate is welded to the base in order to provide that missing stability. The overall arrangement could be like this:  While the axle shaft can be made of two parts welded together and welded to the drum, I suggest that it is more practical to weld the incoming three-inch diameter pipe to the drum and then, choosing a bar diameter which matches the size needed for your chosen pulley wheel, that bar is welded to the other side of the drum as shown above. The part of the axle on the right is solid and provides the drive to the generator: The only item not yet mentioned is the rotating coupling shown above. This coupling needs to be able to rotate at high speed as the power output of this Donny Watts generator is exponential and increases with the square of the speed at which the drum rotates – double the speed of rotation and the output power goes up to be four times greater. This coupling could be like this: This swivelling connector has an internal ball race and it is claimed that it can operate satisfactorily at 2000 rpm, however customers say that these devices leak at speeds above 300 rpm. To get the generator operating requires the pump to be operated and so, either access to mains or alternatively access to a battery and inverter is essential. Once the generator is running, the pump can be powered by the generator. It is stated that when the speed of rotation passes one drum revolution per second, that the liquid passing through the jets causes enough vacuum inside the drum that the pump can be powered down, but it is also a possibility to leave the pump running all of the time. One of these generators with a drum of just 250 mm (10”) can output ten horsepower which is 7.5 kW and that is enough to power a household. However, people sometimes have difficulty in understanding the pressures involved. The drum which revolves is the only place that there is pressure when the generator is operating. The outer case has only two main functions, namely to support the drum axle and to act as a sump to return the liquid to the pump which feeds the liquid back to the drum to be used again. That is, the inside of the main housing is at atmospheric pressure and if you were to install baffle plates to catch the liquid passing through the jets, then it could be open at the top of the case. The concern about the rotating pipe joint leaking is not likely to be a problem because it does not occur until a speed of rotation of 300 rpm is reached. However, the Donnie Watts generator becomes self-sustaining well below that speed, and the liquid exiting through the jets starts sucking liquid in through the intake pipe. So, the intakes pipe, including the rotating pipe joint are under reduced pressure and so if the rotating joint does leak it let air leak into the pump rather than letting liquid leak out. The extra air should not be a problem unless it is really excessive as it will pass out through the jets. Just be sure to allow any excess pressure to leak out of the sump housing without letting any liquid escape. Concerns have been expressed that the pump undergoes unnecessary wear when the generator is running and the pump is not needed. If desired, the pump can have a bypass which is valve controlled like this:  While this does require some additional piping, a valve and two T-junctions for the pipe bypass, it results in a pump which can be switched off when not needed and the new valve used as the drum speed control. Let me stress again that this is an exponential positive-feedback design which will keep accelerating until the bearings fail or the pressure inside the drum causes some form of rupture which will starve the jets of liquid, or the generator might fail due to excessive speed. While this may seem like irrelevant theory, I assure you that it isn’t. You have this generator running and powering your house and the weather is hot. You have an air-conditioning unit keeping your house cool. It draws a lot of current, but then the thermostat switches it off because your house is cool enough. This is a problem. The current draw from the generator goes down by a major amount. This makes the generator shaft much easier to spin, but the drive power from the Donnie Watts unit is now much higher than is now needed. This is not helpful, and the system is now unbalanced and the drum will speed up, spinning the generator shaft faster than it should. If you are standing there and adjust the control valve accordingly, then everything goes back to normal. But the point is that a generator of this type is fine for a fixed load, but you need to pay attention to what the electrical load is if it changes. You could put a warning alarm sensor on the drum shaft or alternatively build an automatic valve adjustment to make an automatic speed control. Rick Evans, who is an American developer, has come up with an idea which overcomes the need for a swivelling pipe connection. He proposes rearranging the design slightly so that the rotating 3-inch diameter pipe which is welded to the intake side of the rotating drum just rotates in water as it is enclosed in a small container on the outside of the sump housing which supports the drum. He proposes to leave the pump connected in the circuit at all times, but powered down when the drum gets up to its self-sustaining speed. The arrangement looks like this:  With this arrangement, the valve is still used to control the speed of the drum rotation and if the 3-inch diameter bearing supporting the intake side of the drum happens to leak a bit, then the excess liquid merely spills back into the sump where it came from in the first place. Let me stress that this is just a suggestion at this point in time as this arrangement has not yet been built and tested. As some people find this generator hard to understand, let me explain it in broad outline. The device is essentially a motor. It is a motor which is a spinning drum inside a support housing which acts as a sump. This is a self-powering motor and the faster it goes, the higher the power level which it generates. As that is a positive feedback system, the motor will keep accelerating and gaining power until it exceeds the strength of the materials use to construct it and so it breaks down. In order to prevent that happening, an adjustable valve (which is the equivalent to a large tap or fire hydrant valve) is placed in the pipe which feeds the liquid to the spinning drum. That valve acts as a manual speed control for the motor. In order to produce useful work, this motor design is used to power a separate electricity generator, using two pulley wheels and an AC generator or “alternator”, making the design a Motor/Generator. It is not easy to spin the alternator when it is supplying substantial amounts of electricity to washing machines, tumble dryers, air conditioners, heaters, stoves, TVs etc. and so the alternator acts as a brake, slowing the motor down. That doesn’t matter as the speed control valve can be opened a bit to get the speed back up to what it should be. It is important to spin the shaft of the alternator at the speed it is designed for. Spin it too slowly and it will produce a voltage which is less than mains voltage and a frequency which is less than that of the mains. Spin it too fast and the generator will produce a voltage which is higher than mains voltage and a frequency which is greater than the mains frequency. Typical design speeds for spinning the shaft of an alternator range from 1800 rpm (30 times per second) and 3000 rpm (50 times per second). Alternators are designed to produce either 110 volts at 60 cycles per second for American equipment, or 220 volts at 50 cycles per second for everybody else. This is fine IF the electrical load is constant and the speed valve is adjusted correctly. BUT we have a problem if the electrical load drops suddenly. Because the electrical current draw has dropped, the shaft of the alternator becomes much easier to spin and so it acts as far less of a brake and because the valve setting is unchanged, the motor speeds up. This is not a problem IF there is a human standing beside the generator ready to adjust the valve setting accordingly. Unfortunately, that is not convenient and worse still, many electrical appliances switch themselves on and off on a very regular basis and the basic Donnie Watts design is not able to cope with this. So, it would be very convenient if we were to make the Donnie Watts motor adjust it’s own control valve when necessary. Let’s see if we can come up with a simple system for doing that. Commercial valves are generally not suitable for this as they are either fully ON or fully OFF and are not electrically adjustable to give any intermediate setting. Also, they tend to be far too small a diameter to interest us. For a low-cost solution therefore, it appears that we need to build a simple motor speed control which we can use to give automatic speed control of the motor. At this point in time, the following is just a suggestion as it has not been built and tested in an ordinary working environment: I suggest that we might control the flow of liquid into the drum by building a control system here:  This boxed in area is something which we build and so we can choose to build it in any way that we like. Suppose we added a hinged plate which could be moved to cover the (rotating) intake pipe which feeds the drum:  The red strip on the right is a support strip which makes sure of the plate position when it moves. However, we don’t want to block off the pipe completely as that would stop the motor spinning and that would be a nuisance, so we mount the plate so that enough water gets through the pipe to maintain a reasonable rate of rotation at even the lowest setting:  The red support strip is omitted from the above picture as it would obscure the gap which the drawing illustrates. Now, we have to find a mechanism for moving the plate. I suggest a small DC motor with a worm gear on the shaft. This has the advantage that when the motor is not powered, it holds its current position and is not affected by the thing it is driving:  And while it is generally expected that such a motor would drive a rotating shaft it can drive a rack:  And that could be used to rotate the plate in a very precise and secure way:  However, some people are appalled at the idea of submerging a motor in a liquid (quite possibly cooking oil) and so perhaps a different way of moving the plate could be used, one which keeps the motor outside the liquid. Irrespective of what arrangement is used to move the plate, a control signal is needed. There are various ways of doing this. One of the easiest is to attach a plastic disc to the drive shaft and embed two or more magnets in it. Those magnets can be the input signal to a rev counter or “tachometer” which can measure the speed of the shaft rotation and output a signal which is proportional to that speed. The output shaft rotation will be at 15 or 25 revs per second if the drum pulley wheel diameter is twice that of the alternator drive wheel. The sensor for picking up the output shaft rotation speed could be a Hall-effect sensor:  A much more detailed circuit diagram will be published after testing with a prototype. However, please understand clearly that the Donnie Watts generator is perfectly viable without automated operation. For example, if it is cold outside and you need to heat your living space, then switching on a two kilowatt or three kilowatt heater and some lights, allows you to set the intake valve correctly so that they operate continuously. Provided that the heater is not thermostat controlled (or if it is, then it’s heat setting is set so high that it will never be reached, or the heater wired to ignore the thermostat) then the electrical load is constant and the Donnie Watts heater setting will always be correct. In passing, a heater which is on continuously raises the temperature of a room to a very considerable degree as the hours and days go by. Doing that is generally too expensive if you have to pay for the electricity, but with the Donnie Watts generator there is no direct charge for the electricity. When setting up the generator initially, you connect a voltmeter across the output of the generator and then adjust the valve setting so that the generator just reaches the voltage that the manufacturer of the alternator specifies for your particular alternator. For home builders, it would probably be easier to use a 16-sided shape rather than a circular disc:  Apart from being all straight-side cuts, there is the advantage that the plates which form the circumference of the drum can become drilling points for a system which is more simple than using pipe nozzles:  The single drill hole in the middle of the circumference wall of the drum then acts as a jet and using the template to get the drill bit angle the same every time, produces correctly angled water jets. Some people feel that they would prefer to have some more detailed information, so the following are some very basic details for constructing a generator with a 450 mm (18 inch) diameter drum using straight edges. To make the first drum side we start with a square piece of 3 mm thick mild steel 470 mm x 470 mm.  Draw diagonals from the corners to establish where the centre of the square is, then draw vertical and horizontal lines, like this:  Measure 225 mm from the centre point, out along each line and mark each of those points. Then, connect those points to make an even octagon:  Next, mark the central point of each of the eight sloping lines and draw a line from the central point through each of these new points:  Mark 225 mm from the central point out along each of these new lines and then connect these points to form the 450 mm diameter 16-sided drum side:  Then cut along these outside lines to form the first side of the drum: Clamp this side to another piece of 3 mm thick mild steel and mark carefully around it to get the shape and size of the second side of the drum. Cut around this new side and draw some diagonals to establish the centre point. One of these two drum plates needs to have the 3-inch (75 mm) intake pipe installed as an axle. You could get a local steel fabrication shop to drill the hole for you. Alternatively, you could mark the exact position and size and drill a ring of small holes around the circumference and with a small cutting blade in the angle grinder, cut between the holes and then using a grinding disc in a power drill, smooth out the unevenness between the holes to give a reasonable quality hole accurately positioned. Remember to use goggles for both cutting and smoothing. Another way would be to rent a plasma cutter and air compressor for a morning and use that to cut an exact hole. Having got the exactly positioned hole in the drum side plate, it needs to be welded in place. For that, these magnetic angles are enormously helpful:  This is because they are low cost, grip the plate and pipe very strongly and make a perfect 90-degree angle. Using four of these magnetic clamps holds the pipe securely and accurately. Remember that the moment a weld is made on one side of the drum plate, the other side of the drum plate needs to be welded immediately and both allowed to cool as slowly as possible to avoid heat shrinkage pulling the pipe out of its alignment with the drum plate. Remember that the drum plate will be hot enough to burn you even if the weld only took a split second to make, so take care. In other words, if the pipe is vertical, then almost simultaneous welds need to be made on the top of the drum plate and on the underside of the drum plate. The thicker the steel, the easier it is to weld without problems and so welding the pipe is straightforward. It takes a great deal of skill to weld steel sheet of 1 mm thickness without tearing a hole in the sheet, but thankfully, that is not something which you need to do with this design. Having tack-welded the pipe carefully and quickly on both sides, using welds only 6 mm or so long, and having waited for those welds to cool down fully, make two additional tack welds at 180 degrees away from the first two, and then two more pairs so as to have a weld every 90 degrees around the pipe. Then the welding all around the pipe is completed welding only very short lengths in opposing pairs and letting the welds to cool before making the next weld. A cheap workmate like this:  makes a good support for this work and it allows the pipe to be gripped securely while the drum plate is resting horizontally on the bench. If you feel that an open 3-inch (75 mm) diameter pipe is not sufficient to get the liquid into the drum, then make as many openings (drill holes or angle grinder slits) as you consider necessary. Mild steel 3 mm thick can be supplied in 150 mm wide strips. One of those would reduce the amount of steel cutting needed to complete the drum as it is needed for the internal channels and for the circumference wall of the drum:  As the drum diameter is 450 mm and 150 mm is left around the centre and 50 mm is left at each side, the eight internal walls need to be only 225 – 75 – 50 = 100 mm (4 inches) long, which means that they can be cut from the 150 mm wide strip. As we want to use the width of the 150 mm strip to make the sixteen circumference strips, measure the exact width of the strip supplied to confirm that it is 150 mm wide. I have never been supplied a strip which was not accurately 150 mm wide, but check carefully to make sure that your strip is exactly 150 mm wide and adjust the measurements slightly if it isn’t. Ideally, the strip is exactly 150 mm wide and so the inner walls need to be 144 mm wide and 150 mm long:  So each strip can be made with a single cut, chopping off a 144 mm long strip of the 150 mm wide strip. You start by welding these narrower strips as the vertical walls (and be very sure that the shorter plate measurement is the one which is vertical to the side of the drum!):  Use the magnetic clamps to hold each plate vertical when positioning and tack welding it: Complete the welding of these eight plates, remembering to take it slowly, remembering to always use simultaneously opposing welds and allowing each weld to cool naturally. The next step is to attach the second side of the drum. The really important thing here is to align the second side exactly and the magnetic angles are helpful here as well. Measure the straight edges which form the circumference to your drum and cut two 150 mm strips to that exact length. Place the first drum side with it’s welded partitions, horizontally on the workmate and attach one magnetic brace to it, positioning the magnet exactly at the edge of the disc, half way along one straight edge. Do that 90-degrees away with a second magnet. Attach one of your edging strips to each magnet, standing them straight up vertically, then slide the second side on top, aligning a straight edge with a straight edge on the lower drum side. Use additional magnetic braces to attach the upper drum side to each of the two edging pieces attached to the lower drum side. Make sure that all four magnets are fully touching the drum sides and the edging pieces. Go around the whole drum, using a setsquare to confirm that the two drum sides match exactly and be very sure that the flat edges match exactly. Remember that once you make the first tack weld on the second drum side, that is it, and you have no realistic chance to change the positioning. Once you are satisfied that the second drum side is positioned exactly right, make two opposing tack welds on the second (upper) drum side like this:  These welds are made upwards, so be sure you are wearing good strong gloves as getting molten metal on bare skin is not a pleasant experience! Then make two more opposing tack welds like this:  You can then turn the drum over so that all following welding is downwards and you are not liable to get hot metal coming at your hands. There is room to weld inside the drum as the pieces forming the channel walls are only 150 mm long and there is 144 mm of clearance between the drum sides. These eight short pieces hold the drum sides securely and give the drum major strength. Strictly speaking, the above diagrams should show 16-sided sides rather than circles. We come now to attaching strips to the sides of the drum to form the circumference. Remove the magnets and alignment side strips and turn the drum sideways and clamp it in the workmate so that the drum edge is facing upwards and so is easy to work with. Take the two edging pieces already cut, and weld them to the drum in opposite positions around the drum:  The welds can be made inside the drum if you wish. Two more circumference pieces are then measured carefully, cut and welded like this:  Then four more like this:  This is where it becomes interesting. The final plates need to be measured very accurately and they will be welded in place like this:  The V-notch between the plates is very important as it is where the nozzle jets will be drilled:   It may be necessary to lower the next circumference plate just opposite the jet exit using a grinding tool so that it does not interfere with the jet of liquid leaving the drum:  So, after all that effort, you now have a strong and secure drum, but it only has the 3-inch diameter inlet pipe attached and we need the axle support bar on the other side of the drum. What diameter should it be? I don’t know, because it needs to have a pulley mounted on it. I would expect it to be about 25 mm (1-inch) in diameter but you need to search suppliers for pulleys and buy two, one for the drum and one to match the drive shaft diameter of your alternator. Obviously, the two pulleys need to work with the same drive belt. Ideally, the drum pulley should be two or thee times the diameter of the alternator pulley. In fact, any ratio up to say, five times would be good as the working output of the alternator will be reached at lower drum revolutions and that would give smoother running if the drum construction is not perfect. So, we have identified what shaft diameter is needed for the drum output and we have purchased a mild steel bar of that diameter. The centre point of the second drum side is marked. If you have cleverly welded it on the inside of the drum, then mark the diagonals to get the centre point. Check it by clamping the 3-inch pipe bearing in the workmate, placing the drum inlet pipe in it and spinning the drum. The centre point should appear stationary when the drum spins. Holding a felt-tipped pen stationary, mark a small circle by touching the drum close to the centre – say about 30 mm in diameter. That is where the pulley bar needs to be welded. Use the four magnetic clamps to position the bar in the middle of the circle with the clamps at 90-degree angles to each other. Spin the drum again to make sure that the bar does not appear to move. If it does, then correct the position until the bar seems motionless. Then tack weld between the magnets. Unfortunately, heat destroys magnets and so welding so close to the magnets is liable to destroy them – thankfully, they are cheap to replace. Now that we have completed the drum, we need to make the support housing which also acts as a sump for the liquid which has passed through the drum. In passing, while the Clem engine used cooking oil as the liquid because the Clem engine generates a good deal of heat, some people suggest using transmission fluid in the Donnie Watts design, primarily so that it lubricates everything which it passes through. However, transmission fluid is very expensive so it seems much more sensible to use cooking oil which is maybe eight times cheaper than transmission fluid. The container which acts as a sump can just be a rectangular box. It is specified that there should be 75 mm clearance on both side of the drum which is 450 mm + 75 mm + 75 mm = 600 mm wide. The sump is to have an additional 200 mm depth and with the 75 mm at the top and the 450 mm diameter of the drum, makes a front and back panel size of 725 x 600 mm. The sides would need to be about 300 mm wide:   The next step is to construct the baffle plates to catch the jets of liquid coming out of the nozzles of the drum. First, a hole is created in the front panel and the bearing attached. The bearing will be the best 75 mm diameter bearing which will fit your intake pipe and mount securely to the front panel:  With the bearing fitted, place the front panel on the workmate and feed the drum’s intake pipe into the bearing. This gives you a flat, horizontal surface with the drum in it’s exact position. Clamp the drum in place so that it can’t move. One of the magnet clamps is now used to position, and mark the position of the first baffle. With the drum fixed in place, mark the position of the matching fifteen other baffle plates. Unclamp and remove the drum so that there is a clear unencumbered work area. Using just one magnetic clamp, position each baffle plate and tack weld it in position with a tack weld on the drum side and an immediate matching tack weld on the side away from the drum – remember that we need matching welds to stop the cooling weld pulling the baffle plate away from the vertical.  Next, put the drum back again and give it a spin to make quite sure that the drum clears all of the baffle plates. If you are enthusiastic, you could use 32 baffle plates rather than the sixteen shown. I seriously doubt the spacing specified for the housing. The liquid squirts through the drum "nozzles" and hits the baffle plates. But then, where does it go? It has lost it's momentum and will just fall under gravity. Some will fall on to the drum which will hurl it off on to the wall where it will fall down into the sump. Part will fall clear of the drum and will fall down the side of the housing. So, why the gap? 75 mm should be easily enough to allow that to happen no matter what the drum diameter is. Five millimeters of space outside the baffles should actually be quite enough. The physical size and shape of the pump is not important as it is located outside the sump housing. I have been asked what is the minimum pump size, but I don’t know, the most I can say is that Donnie Watts specified a 500 watt pump for his four-foot diameter drum. Please understand that I have never built or even seen a Donnie Watts generator. I believe that it will work exactly as specified (especially since the very similar Clem Motor worked well) but I can’t guarantee that it will. In passing, if the arrangement where there is a pump bypass pipe and valve, then one pump could be used to start a whole row of Donnie Watts generators by disconnecting the pump from each as soon as it is running properly. Of course, in that case, the pump valve needs to be between the drum and the pump to enclose the sump when the pump is removed. Purely On and Off valves are not expensive, even in 3-inch diameter:  It appears that this valve is either fully On or fully Off. There are valves which claim to be fully adjustable under electronic control but they have still to be investigated and assessed. So, for the moment, assume that the generator will be run under constant load and just construct the box surrounding the drum intake pipe as 300 x 300 x 150 mm in size and with a removable 300 x 300 mm side sealed with a plastic or rubber gasket. If you feel that a generator which is restricted to a fixed load output is really not all that useful, then think again. Consider using it to power an Elmer Grimes water supply system. The US patent 2,996,897 (22 Aug 1961) is more than fifty years old and it describes a system which can produce drinking quality pure water. It is effectively an outdoor refrigerator. A series of cone-shaped metal panels are stacked together vertically to save space. Each cone has pipes inside it which pass the cooling fluid through the cones, ensuring that they are always at low temperature. In the same way that a cold drink gets water droplets on the outside of the glass, the cones get water droplets forming on them all the time. A wiper arm like a windscreen wiper on a car then brushes those droplets off, with the wiper arm rotating around the cones continuously, rather than backwards and forwards as a car wiper blade does. This produces a continuous stream of fresh water coming off the cones. Unless there is some good reason why not to, the cones are mounted in a raised position so that gravity can be used to direct the water flow to where it needs to end up. Cones are used as they have a greater surface area than a flat plate of the same diameter would have, and the downward slope of the cone helps the water droplets flow off the cone surfaces. Top view:  Side view:  One of these Grimes systems produces enough water to support a ranch in Texas during a drought, and it could be powered indefinitely by a Donnie Watts generator. Think of the effect one would have on a village which has only access to polluted water (especially if you don’t know the technology of colloidal silver). As it is probably not necessary to produce drinking water all the time, the generator could power electrical cooking in area where firewood is getting scarce, charge mobile phones, power TVs, power fans, refrigerators, etc. The inside of the sump housing is an unpressurised and very wet area. We don’t want any oil leaking out through the drive shaft bearing, so providing a steel umbrella would be a good idea:  For this, two triangles of steel are cut and then welded so that most of the oil landing on them will run off without reaching the bearing:  Some people may prefer to use commercially constructed components instead of constructing an adjustable flap for the 3-inch diameter rotating intake pipe to the drum. Well, let’s see if we can come up with a different method of low-cost automatic flow control. For the system to be automatic I suggest that we could use electrically operated valves which can then be governed by a control circuit. The vast majority of such low-cost valves are only half-inch diameter made for central heating systems, and they are closed unless fed with power to open them. I would suggest the following valves as being possible:  This three-quarter inch diameter brass valve costs about £8 and at about the same price we have a plastic one-inch diameter valve:  Half inch plastic versions are available for about £4 but my preference is for the brass three-quarter inch diameter version. However, we can get variable control by using a row of these valves to restrict flow. For this, we use a second liquid filled box like this:  This row of say, ten valves allows ten different flow settings when the valves are switched on or off by the control circuit and there is the added advantage that if the control circuit is powered via the alternator output and there is a major problem where the drive belt snaps or there is any other major fault which removes the alternator drag from the output shaft, then all valves will automatically shut down and block the flow due to lack of voltage to keep them open. The arrangement could be like this:  The most direct way of determining the speed of the output shaft is to connect a disc to the shaft and use a sensor to detect how often a magnet in the disc passes by. A rev counter circuit then monitors the shaft speed and switches off valves progressively if the shaft starts to rotate too fast. While the diagram above shows the most secure way to assess the speed of rotation of the generator, for most people it is more convenient to skip as much construction work as possible. So, a way which skips the need for an additional rotor disc and sensor is attractive. For that we can measure the output of the alternator rather than the direct speed of the generator axle. The alternator is an alternating current generator. If you spin the drive shaft of the alternator at it’s design speed then mains voltage is produced. If the shaft is spun faster than it is supposed to be, then a higher voltage is produced. If the shaft is spun slower than it’s design speed, then the output voltage is less than the mains voltage. We can therefore use the voltage of the generator’s output to control the switching of the row of valves, and the design then becomes this:  With this arrangement, if the drive belt were to break or the alternator were to develop a serious fault, then the circuit voltage would drop off and as a result, the circuit would no longer supply current to the open valves and they all would close, shutting off the generator which is exactly what is needed. Now, all that is needed is a simple circuit to control the valves. Please understand clearly that I have never been trained in electronics and so I am only self-taught, so feel completely free to consult an expert to provide you with a better circuit.. The three quarters of an inch brass valve has a 20 mm opening and opens if fed 300 milliamps of current at 12 volts. That is 3.6 watts of power for each valve or just 36 watts for all ten valves. The alternator produces mains voltage so we will drop that down to around 12 volts both for safety sake and to make the circuit components cheaper. To drop the voltage down we use a simple power supply comprising of a 3-amp mains transformer to lower the voltage, a diode bridge to convert the output into pulsing DC and a capacitor to smooth out the pulsing:  As with all circuits, and especially mains circuits, we install a fuse or circuit breaker as the first component, and we insulate all metal components to make sure that we don’t accidentally touch them and get a nasty shock. Once the voltage is down to 12 volts the circuit is no more dangerous than a 12 volt car battery and it is not necessary to insulate everything. The fuse is a 3-amp fuse. This circuit is deliberately not self-adjusting as we want to use it to detect voltage differences coming in from the alternator which is marked “Mains” in the diagrams. The most important thing is to detect a rise in voltage as that indicates that the generator is starting to rotate too fast and so we want to switch off one or more valves. The circuit for each valve is the same as for all of the others although the adjustment of each circuit is slightly different so that the valves switch off at slightly different voltages. The switching circuit which we will use is called an “operational amplifier” and thankfully that whole circuit comes ready made in a standard chip. For example, the very cheap LM358 chip has two separate “op-amp” circuits in it:  If we connect an LM358 into the circuit we get this:  If the voltage at pin 3 exceeds the voltage at pin 2 then the output on pin 1 will be high (about 10 volts) otherwise the voltage on pin 1 will be low. We will us the high voltage on pin 1 to switch on one of the valves and we will use a high-power high-gain transistor like the TIP132 to do this:  The TIP132 can handle 100 volts, 8 amps and has a gain of 1000, so if it is passing 330 milliamps through the valve winding, then it will need a base current of 0.3 milliamps. That current flows through the resistor “R” which has about 10 volts across it. Resistance = Volts / Amps or 10 / 0.0003 amps which is 33,333 ohms or 33K. However, we will increase the base current by a factor of 3 and use a 10K resistor:  Now we need to get the LM358 to switch off, causing the voltage on pin 1 to drop low, starving the TIP132 of base current and cutting the power to the coil of the valve. For that, we need the voltage on pin 2 to rise above the voltage on pin 3 and we want that to happen if the power supply voltage rises. So, if we connect a multi-turn10K preset resistor across the power supply and feed it to pin 2, then we can set it so that the op-amp triggers with a rise in voltage. A resistor of that type looks like this:  And the circuit becomes:  Now the last step is to provide a reference voltage which does not change if the power supply voltage increases. The approved way is to use a zener diode with a resistor in series with it and in theory, the voltage drop across the zener diode is a reliable reference voltage. I have not found that arrangement to work at all well, so I suggest using ordinary diodes such as the 1N5408 instead, like this:  This arrangement gives about 10 milliamps flowing through the diode chain and some 2.75 volts are generated across the diodes. That voltage does not alter appreciably if the power supply voltage increases. The second op-amp in the LM5408 chip can be used to control the next valve. Pins 4 and 8 are already connected to the power lines, but what was pin 1 is now pin 7, what was pin 2 is now pin 6 and what was pin 3 is now pin 5. The circuit is set up using a bench power supply. Measure the voltage of the power supply powered by the Donnie Watts alternator and then disconnect it. Connect the bench supply in place of the alternator supply and set the voltage to exactly the same value. All op-amps are connected to the four diode reference voltage point. Let’s say that we want the valves to drop out at every 5-volt increase of the mains voltage. If it is a 240 volt mains supply, then the transformer drops that down to 12 volts which makes the change 20 times smaller, so the power supply voltage will go up by only 5 / 20 volts which is only one quarter of one volt. So you adjust the bench power supply up by a quarter of a volt and adjust the first variable resistor so that the first valve shuts off. Lowering the bench supply voltage by that quarter of a volt should have the valve clicking open again. This is repeated with all of the valves so that the second valve drops shut at half a volt higher voltage. The third valve drops closed at three quarters of a volt increase over the original voltage, and so on. When starting the Donnie Watts generator you need the valves open and so a 12V source has to be applied to the valves. Make sure you do that through a press button switch and not a toggle switch because you could easily forget to switch the toggle switch off after the system gets up to speed. Patrick Kelly http://www.free-energy-devices.com http://www.free-energy-info.com |